WORKNC 3 + 2 Achsen Schlichtstrategien
WORKNC stellt eine breite Palette von Schlichtstrategien zur Verfügung, die sich zu einer vollständigen Lösung für alle Ansprüche des Schlichtens zusammensetzen.
WORKNC generiert die Fräsbahnen für das Schlichten automatisch, die dafür notwendigen Parameter lassen sich über die einfach zu bedienende Benutzeroberfläche schnell eingeben.
Die Anwender können dabei aus einer ganzen Reihe von Schlüsseloptionen (tangentiale Verlängerung, Punktetoleranz, Berechnungsgenauigkeit, spiralförmige Übergänge) wählen, um so die erwünschte Qualität des Schlichtens genau vorzugeben.
Eigenschaften im Überblick
- Große Auswahl von Strategien mit unterschiedlichen Methoden für eine hohe Schlichtqualität
- Weiche Werkzeugbewegungen speziell für die Hochgeschwindigkeitsfertigung
- Spiralförmige Übergänge zwischen Ebenen reduzieren die Anzahl von Werkzeugzustellungen deutlich
- Das Morphing von Fräsbahnen in einigen Strategien verbessert die Schlicht-Qualität
- Halter Kollisionsvermeidung
- Optionen zur Berücksichtigung scharfer Kanten, um das Abrunden der Ecken zu vermeiden
- Optimierung der Fräsbahn für das gesamte Werkstück
Alle Schlichtstrategien sind auf die optimale Performance beim Einsatz von Techniken der Hochgeschwindigkeitsfertigung wie etwa Glättung von Ecken, spiralförmige Zustellung und beim Fräsen von Inseln ausgerichtet. Die Vermeidung von Werkzeughalter-Kollisionen ist bei allen Schlichtstrategien Standard.
Mit mehr als 20 Schlichtstrategien ist WORKNC eine der umfassendsten CAD-/CAM - Lösungen auf dem Markt. Aus diesen Strategien können die Anwender die bestmögliche Variante für das jeweilige Werkstück wählen, vollkommen unabhängig davon, wie komplex die Geometrie dieses Werkstücks ist.
Zusammenfassung der wichtigsten Schlichtstrategien:
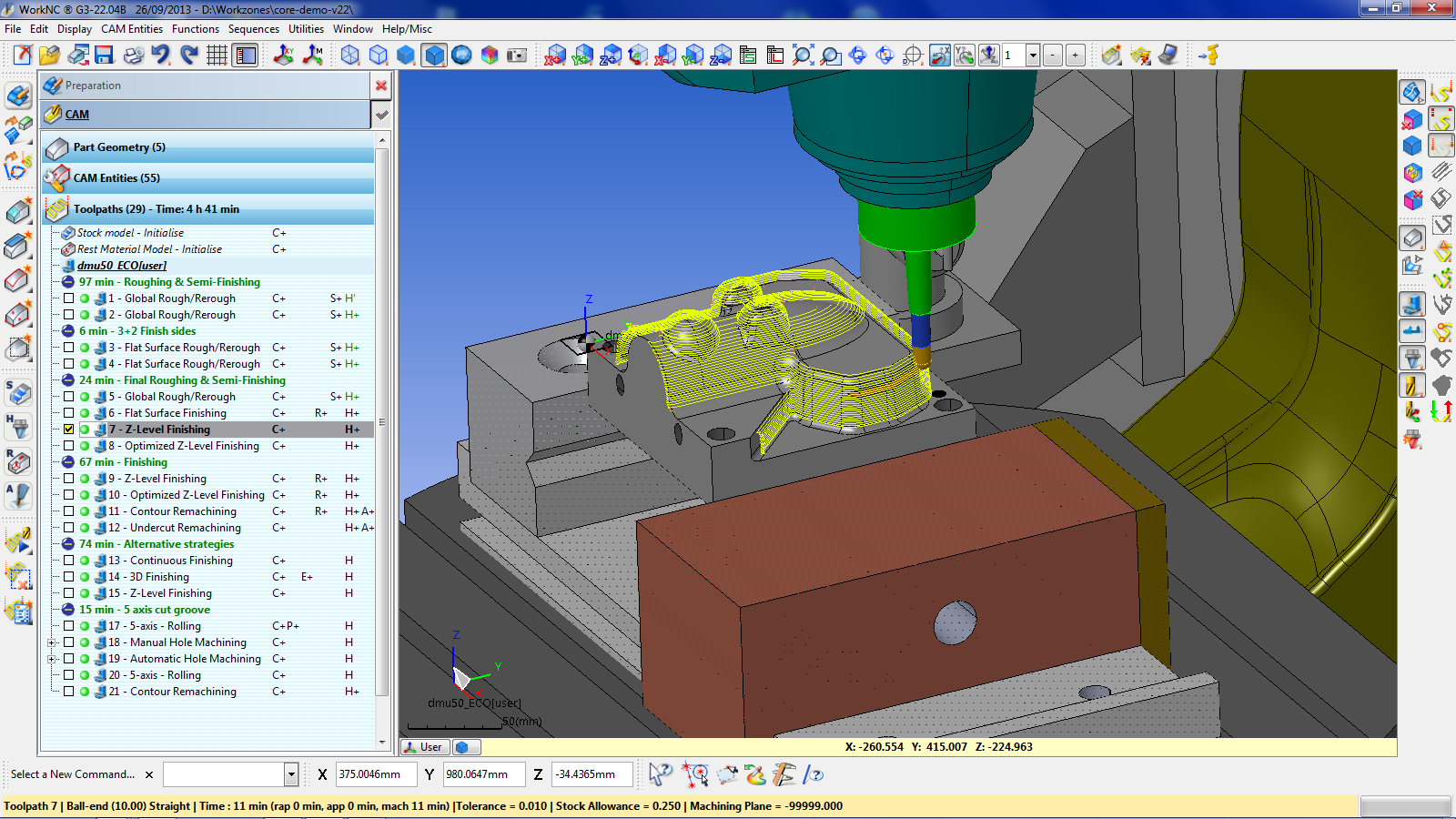
Schlichten Z-Konstant
Dies ist die Standardstrategie bei der Fertigung von Teilen mit vertikalen oder steilen Bereichen sowie bei sehr kurvenreichen Formen. Durch die weichen, runden Werkzeugbewegungen sowie durch die optionalen Spiralübergänge ist diese Strategie besonders für den Einsatz in der Hochgeschwindigkeitsfertigung geeignet. Diese Strategie ist außerdem auf die Reduzierung von Fertigungszeiten und verbesserte Qualität durch Vermeidung von Werkzeugmarken optimiert.
Schlichten Kopieren
Das planare Schlichten ist eine Standardstrategie und kann mit vielen von WORKNC unterstützten Materialien und Werkzeugtypen eingesetzt werden. Sie ist am besten für jene Bereiche eines Werkstücks geeignet, die nicht besonders steil sind. Zudem kann sie automatisch Bereiche überspringen, wo die Schrittweite aufgrund des Anstiegswinkels zu rasch steigt. Weiche radiale Zustellungen können zwischen den Fräszeilen einsetzt werden, außerdem können alle Bahnen tangential verlängert werden, um so Höcker zu vermeiden und die vollständige Oberfläche zu schlichten.
Optimieren Z-Konstant
Diese Strategie wird in der Regel zusammen mit dem Z-Level-Schlichten eingesetzt. Sie ist dafür gedacht, die relativ flachen Bereiche eines Werkstücks auf sehr unterschiedliche Weisen zu bearbeiten. Je nach Bedarf können die ebenen Bereiche bearbeitet oder ausgelassen werden. Glättungsradien können, basierend auf dem Glättungsradius der vorhergehenden Fräsbahn, darauf hin angepasst werden, dass das Werkzeug nicht in Bereiche fährt, wo noch viel Restmaterial stehen geblieben ist.
Optimimieren Schlichten
Diese Strategie wird in der Regel zusammen mit dem Schlichten Kopieren eingesetzt, um die Bereiche eines Werkstücks zu bearbeiten, wo die Neigung einen vorgegebenen Winkel übersteigt und die parallel zur Fräsrichtung liegen. Die so erzeugte Fräsbahn läuft in der Regel um 90° zur ursprünglichen Fräsbahn verdreht, nur in den genannten Bereichen.
Schlichten von ebenen Flächen
Diese Strategie wurde für die Bearbeitung von großen ebenen Oberflächen, etwa von Trennflächen, entwickelt. Sie ist gleichfalls für die Hochgeschwindigkeitsfertigung optimiert und bietet eine weiche Spiralführung. Diese Strategie erlaubt es zudem, die automatisch erkannten vertikalen Begrenzungswände der ebenen Bereiche zu bearbeiten.
3D Schlichten
Diese völlig neue Strategie für qualitativ hochwertiges Schlichten kann die Führungsbahn automatisch an die Kontur ausgewählter Oberflächen anpassen. Zusammen mit dem Einsatz von Spiralübergängen ermöglicht diese Strategie ein exzellentes Schlichten mit minimaler Schrittweite und reduzierten Werkzeugzustellungen. Sie wurde speziell für den Einsatz in Bereichen, die ein besonders hochwertiges Finish erfordern, entwickelt.
ISO Schlichten
Diese Strategie verwendet eine Kurve, um Startpunkt und Hauptrichtung zu ermitteln, während die Isoparameter der ausgewählten Fläche die Richtung der Fräsbahn bestimmen. Diese eher spezialisierte Strategie ermöglicht eine sehr hohe Schlichtqualität.
Kontinuierliches Schlichten
Das Kontinuierliche Schlichten ist dafür entwickelt worden, ausgewählte Bereiche oder sogar das ganze Werkstück in einer einzigen kontinuierlichen Bahn zu schlichten, um so Werkzeugzustellbewegungen zu vermeiden. Sie ist besonders für den Einsatz bei Geometrien gedacht, die sich gleichmäßig entlang der Z-Achse aufbauen, wie zum Beispiel Elektroden, Kern- und Matrizenformen etc.
Zwischen zwei Führungskurven
Diese Strategie erlaubt das Schlichten zwischen zwei vom Anwender bestimmten Führungskurven, die offen oder geschlossen sein können. Die so entstehende 2D-Fräsbahn wird dann auf die zu bearbeitende Oberfläche projiziert. Der Anwender kann dann auswählen, ob das Schlichten parallel oder senkrecht zur Führungskurve durchgeführt wird. Es gibt sogar die Möglichkeit, die Schrittweite dynamisch anzupassen, umso für stets weiche Schnittführung zu sorgen.
Kombination aus Z-Level & optimiertem Schlichten
Diese Strategie kombiniert das Z-Level- und das optimierte Z-Level-Schlichten in einer Fräsbahn. Alle dafür notwendigen Parameter werden in einer einzigen Maske eingegeben, und die Berechnung erfolgt für die gesamte Fräsbahn.
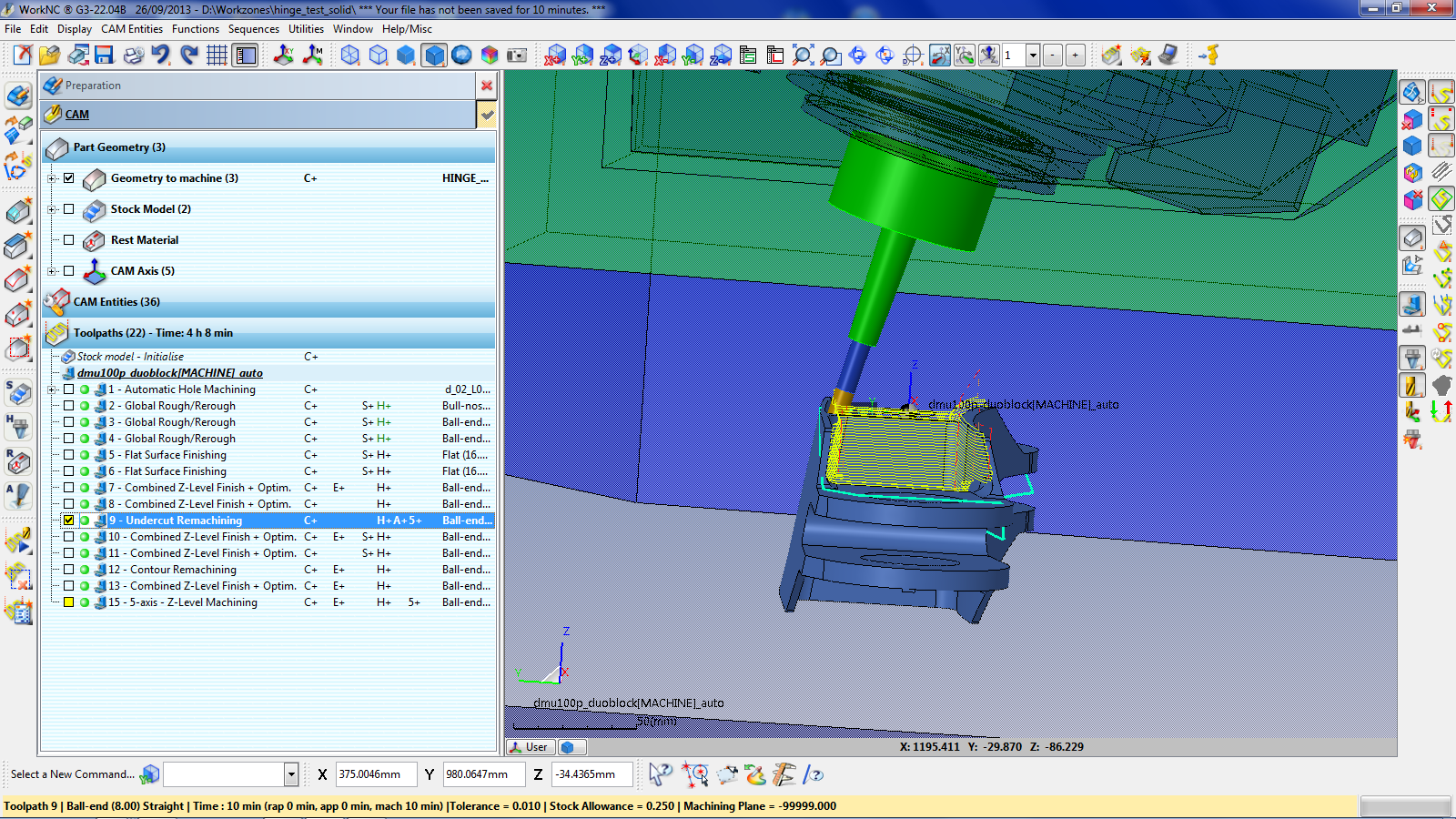
Hinterschnitt-Nachbearbeitung
Die Hinterschnitt-Nachbearbeitung wird beim 3-Achsen- oder 3 + 2-Achsen-Schlichten bei der Bearbeitung von Hinterschnitten mit einem Lollipop oder einem Scheibenfräser eingesetzt. Sie bearbeitet nur Bereiche, in denen Hinterschnitte vorhanden sind. Wird jedoch ein Standard-Kugelfräser eingesetzt, der nicht für die Bearbeitung von Hinterschnitten im 3-Achsen-Modus geeignet ist, kann die Fräsbahn mit Auto 5 in eine kollisionsfreie 5-Achsen-Bahn umgewandelt werden. Diese Strategie kann auch als Standardstrategie eingesetzt werden, um ein gesamtes Werkstück einschließlich der Hinterschnitte in einem Arbeitsgang zu schlichten.
Spiral-/Radial-Schlichten
Diese Fräsbahnen werden in 2D berechnet und dann auf die zu bearbeitende Oberfläche projiziert. Beim Spiralschlichten beginnt die Bearbeitung bei einem vom Anwender definierten Startpunkt und arbeitet sich spiralförmig nach innen oder außen. Die Schrittweite ist dabei in der Ebene konstant. Beim Radial-Schlichten bewegt sich die Fräsbahn radial von einem vom Anwender definierten Mittelpunkt weg.
Fräsen dünner Wände
Wenn Komponenten mit sehr dünnen Wänden gefertigt werden sollen und die Gefahr besteht, dass diese mit herkömmlichen Schrupp- oder Schlichtstrategien verformt werden, kommt diese Strategie zum Einsatz. Jede Z-Level-Ebene wird mit einer Kombination aus drei Strategien bearbeitet: Schruppen, Z-Level-Schlichten und zuletzt einem optimierten Z-Level-Schlichten. Erst dann bewegt sich WORKNC abwärts auf die nächste Ebene und wiederholt die Sequenz.
Schlichten von scharfen Kanten
Diese Strategie wurde für die Bearbeitung von scharfen Kanten (wie sie etwa bei Stanzwerkzeugen anfallen) entwickelt. Das Werkzeug berührt dabei nicht die Kante, sondern bearbeitet die Flächen auf jeder Seite dieser Kante. So ist ausgeschlossen, dass die Kante durch das Werkzeug beschädigt wird.
Schlichten entlang einer Kurve
Mit dieser Strategie kann entlang einer einzelnen Führungskurve geschlichtet werden; diese Kurve kann offen oder geschlossen sein. Die so entstehende 2D-Fräsbahn wird dann auf die zu bearbeitende Oberfläche projiziert. Die Bearbeitung kann auf drei unterschiedliche Arten erfolgen: parallel zur Kurve, senkrecht zur Kurve oder in einem Durchgang entlang der Kurve.