

Gemeinsam zu höherer Produktivität
Damit eine CNC-Fräsmaschine optimale Bearbeitungsergebnisse erzielt, bedarf es einer passenden Programmierung. Aber auch umgekehrt kann ein CAM-System nur für die gewünschten Resultate sorgen, wenn die Maschine zu entsprechender Leistung fähig ist. Michael Nagel, Leiter Vorführzentrum /Anwendungstechnik bei der Fooke GmbH, Borken, ist sich dieser Abhängigkeiten bewusst. Der erfahrene Maschinenbauer hat selbst viele Jahre für anspruchsvolle, drei- bis zu fünfachsige Fräsbearbeitung Maschinen eingerichtet und programmiert. So weiß er, wie wichtig im Fooke-Vorführzentrum entsprechende Software und Programmierkenntnisse sind. Michael Nagel erklärt: „Wir haben Lizenzen verschiedener CAM-Systeme, um unsere Kunden in deren Programmierwelt abzuholen und zu zeigen, was unsere Maschinen zu leisten vermögen. Wie wir wissen, nutzen sehr viele unserer Kunden WorkNC von Vero Software, so dass wir seit gut einem Jahr eine enge Partnerschaft mit diesem Softwarehaus pflegen.“
5-Achs-Maschinen ganz nach Kundenwunsch
Die Fooke GmbH stellt seit über 30 Jahren große 5-Achs-Portalfräsmaschinen her, die vor allem für die Bearbeitung großflächiger und großvolumiger Werkstücke aus der Schienenfahrzeug-, Luft- und Raumfahrt- sowie der Automobilindustrie eingesetzt werden. Spezialisiert sind sie auf Aufgaben aus dem Modell- und Prototypenbau sowie dem Werkzeug- und Formenbau – Anwendungsbereiche, für die auch das CAM-System WorkNC speziell entwickelt wurde.
Unter der Marke Endura hat Fooke in den letzten Jahren verschiedene „Standard“-Baureihen entwickelt, die im Rahmen eines Baukastensystems an Kundenbedürfnisse angepasst werden können. Michael Nagel weist darauf hin, dass die Kunden diese Modularität sehr schätzen und somit fast keine Standard-Maschine das Haus verlässt, die mit einer anderen identisch ist. Dazu kommen noch echte Sondermaschinen, die von Grund auf nach Kundenwunsch konzipiert werden.
Die erfolgreichste Baureihe ist die Endura 700Linear, eine 5-Achs-Fräsmaschine in kompakter Portalbauweise mit Linearmotor-Antriebstechnik und fünf CNC-gesteuerten, simultan verfahrbaren Achsen. Diese Werkzeugmaschine eignet sich besonders für die rationelle 5-Seiten-Fertigbearbeitung von Werkstücken aus Kunststoffen, Verbundwerkstoffen (CFK, GFK), Modellbaublockmaterialien und Aluminium, aber auch für die HSC-Bearbeitung von Guss- und Stahlwerkstoffen. Denn eine ihrer wichtigsten Eigenschaften ist die hohe Struktursteifigkeit, wie Michael Nagel sagt. „Diese Maschine gewährleistet hohe Präzision auch bei sehr dynamischen Bewegungen. Daraus erwächst ein hohes Maß an Produktivität, weshalb sich viele unserer Kunden für diese Maschine entscheiden.“
Durch ihre sehr vielseitige Einsatzfähigkeit hat Fooke eine solche Endura 704Linear im eigenen Vorführzentrum installiert. Sie benötigt zudem nur eine kleine Aufstellfläche, stellt aber einen vergleichsweise großen Bearbeitungsraum zur Verfügung. Da die Abteilung dem Vertrieb angegliedert ist, zählen Kundenvorführungen und Benchmarks zu ihren Hauptaufgaben. Es werden dort aber auch gemeinsam mit Instituten und Universitäten Versuche und Messungen vorgenommen, um mehr Know-how zum Zerspanungsprozess zu generieren und um die Endura-Maschinen weiterzuentwickeln.
Beispielhaftes Fräsmodell
Gewissermaßen eine „Sondernutzung“ der Endura im Vorführzentrum stellt ein Flugzeugmodell dar, das Fooke als Exponat für diverse Messeauftritte gefräst hat. Für diese Aufgabe holten sich die Maschinenbauer einen Vertreter der Firma Vero Software mit an Bord. WorkNC-Spezialist Walter Schmidt, der auch bei anderen Anwendungsfällen Hilfestellung anbietet, übernahm die Programmierung des Flugzeugmodells. Für Michael Nagel und sein Team ist ein solches gemeinsames Projekt wichtig, wie er erklärt: „Die Programmierung der Maschine nimmt etwa 30 Prozent unserer Arbeitszeit in Anspruch. Somit sind wir keine Spezialisten, was die zahlreichen verschiedenen Möglichkeiten von WorkNC anbelangt. Mit diesem intensiven Projekt, das sich über mehrere Wochen erstreckt hat, konnten wir viele Erfahrungen sammeln und den Kontakt zu Vero intensivieren.“
Gefräst wurden ein 1400 mm langer Flugzeugrumpf aus Aluminium sowie separat die beiden Flügel. Walter Schmidt setzte zur Programmierung die WorkNC Softwareversion 2016R1 ein, die erst im Herbst auf den deutschen Markt kommt. So kann er schon vorab Erfahrungen sammeln, die dann wiederum den Kunden zugutekommen. Um besonders effizient zu sein, nutzt er die neue Strategie Waveform, mit der besonders dynamisches Fräsen möglich ist: „Sie hat den großen Vorteil, dass das Werkzeug runde, sehr glatte Bewegungen ausführt. Es fährt gewissermaßen spiralförmig ins Bauteil und schält das Material heraus. Da ein Vollschnitt vermieden wird, kann man – wie hier beim Flugzeugmodell – mit einem 52er Werkzeug und 5 mm Tiefenzustellung arbeiten. Die Strategie funktioniert übrigens nicht nur bei Aluminium. Ich habe damit auch schon bei Stahlwerkstoffen sehr gute Erfahrungen gemacht.“ Durch die Vollschnittvermeidung lassen sich höhere Schnittgeschwindigkeiten sowie eine längere Werkzeugstandzeit realisieren und am Ende ein Produktivitätsvorteil erzielen.

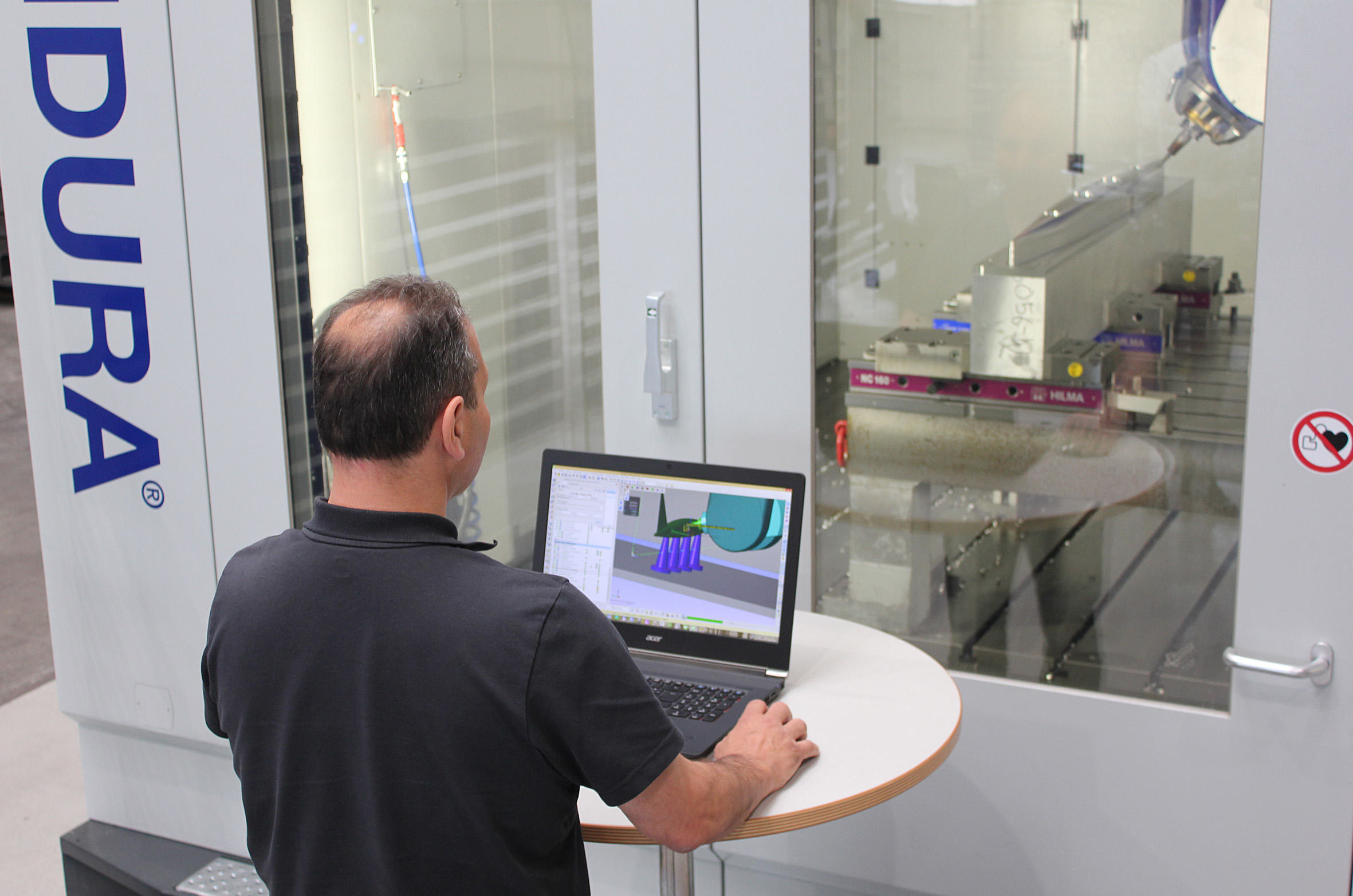
Partnerschaftlich zum Flugzeugmodell: In WorkNC von Vero Software wurden die Fräsbahnen generiert, bevor das Messemodell dann auf einer Fooke Endura 704 Linear zerspant wurde.
Den Flugzeugrumpf konnte Walter Schmidt mit einem Vorschub von 20 m/min schruppen: „Hierbei kommen uns natürlich die homogenen Fräsbahnen entgegen, bei denen sich die Dynamik der Maschine voll entfalten kann.“ Beim Schlichten liegt die wesentliche Herausforderung in den dünnen Wandstärken der Flügel und am Heckruder, die möglichst schwingungsfrei zu bearbeiten sind, um die gewünschte Oberflächengüte zu erzeugen. Und ein Ausstellungsstück muss auch hohen optischen Anforderungen genügen.“ So gesehen ist die gewählte Vorschubgeschwindigkeit von 8 m/min beim Schlichten durchaus beachtlich. Kunden nutzen – entsprechend ihrer Anforderungen – Vorschübe bis 20 m/min. Walter Schmidt sieht in diesen Ergebnissen einen Beleg für die hervorragende Bewegungsführung der Maschine: „Ein Ergebnis wie bei unserem Flugzeugmodell kann man nur erreichen, wenn die Qualität von NC-Programm und Maschine hoch ist und die beiden optimal aufeinander abgestimmt sind.“
Ideale Kombination aus drei- und fünfachsiger Bearbeitung
Eine weitere Herausforderung für die Bearbeitung ist die Kombination aus drei- und fünfachsigem Fräsen. Wobei die fünfachsige Programmierung in WorkNC im Vergleich zu anderen CAM-Systemen sehr einfach ist. Schon seit Jahren stellt es die Funktion Auto5 zur Verfügung, die aus existierenden 3-Achs-Bahnen quasi auf Knopfdruck 5-Achs-Fräsbahnen generiert. „Wir haben in WorkNC sämtliche Spannmittel abgebildet, so dass wir genau analysieren beziehungsweise simulieren können, wie die simultane 5-Achs-Bearbeitung abläuft“, erklärt Walter Schmidt. Lobend fügt er hinzu: „Die Fooke Endura-Maschinen sind tatsächlich zu hochdynamischem simultanen 5-Achs-Fräsen in der Lage, was bei vielen anderen Großmaschinen noch in den Kinderschuhen steckt.“
Das liegt unter anderem an der hohen Qualität der Bewegungsführung, durch die sich Fooke Maschinen der Baureihe Endura Linear auszeichnen. Sie ist wesentlich auf den Einsatz von Direktantrieben in allen Linear- und Rundachsen zurückzuführen. Im Vergleich zu Maschinen mit konventionellen Vorschubantrieben bieten diese „Linear“-Maschinen ein höheres Geschwindigkeitsniveau, das sich auch positiv auf die Produktivität auswirkt.
Fortschritt im Sinne des Kunden
Die Leistungsfähigkeit und Qualität der Fooke-Maschinen macht sich auch in den Unternehmenszahlen bemerkbar. So konnte das Unternehmen im Jahr 2015 den höchsten Auftragseingang seit Bestehen verzeichnen. Damit sich die positive Entwicklung fortsetzt, entwickeln die Maschinenbauer konsequent neue Produkte wie die Portalfräsmaschine Endura 7000Linear, die durch ihre eigensteife, kompakte Bauform und eine Beschleunigung von bis zu 3 m/s² für die Hochleistungszerspanung fester und hochfester Werkstoffe ausgelegt ist. Sie eignet sich sowohl für effizientes Schlichten als für die Schruppbearbeitung. Damit peilt Fooke weitere Einsatzfelder im Werkzeug- und Formanbau an, wo sich die Zusammenarbeit mit WorkNC weiter intensivieren wird.
Michael Nagel ist überzeugt: „Der Schlüssel zu einer erfolgreichen Kundenbeziehung liegt auch in der Partnerschaft der Lieferanten untereinander. Wenn wir verstehen, die Kundenwünsche mit unseren modernen Maschinen und einem guten CAM-System wie WorkNC umzusetzen, so dass sich ein profitables Gesamtsystem ergibt, profitieren alle drei beteiligten Parteien. Das ist für mich ein wesentliches Ziel unserer Anwendungstechnik.“
Fooke: Know-how aus TraditionDie Fooke GmbH mit Sitz in Borken im westlichen Münsterland beschäftigt etwa 240 Mitarbeiter. Das im Jahr 1904 gegründete und heute in 4. Generation von Johannes Fooke geführte mittelständische Familienunternehmen stellt seit über 30 Jahren große 5-Achs-Fräsmaschinen her. Sie werden bevorzugt im Modell-, Werkzeug- und Formenbau der Automobil-, Schienenfahrzeug-, Luft- und Raumfahrtindustrie eingesetzt.